Feed roll pressure adjustment
Adjust the feed roll pressure with the adjustment roller mounted on the pressure arm. The load applied should be sufficient to overcome a light braking force applied by hand to the filler wire as it exits the welding gun contact tip.

|
For smaller diameter and soft filler wires, less feed pressure is required. Refer to the table in the end of this chapter for further guidance. |
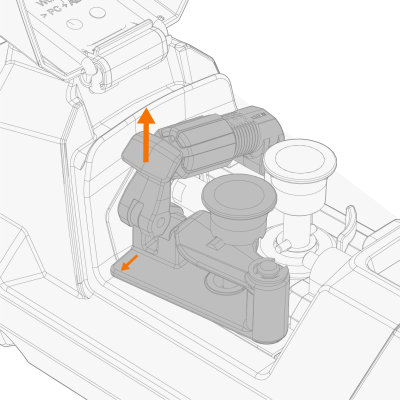
| 1. | Release the pressure arm by lifting it up. |
| 2. | If not already in place, install the wire feed rolls as described in Subfeeder installation. |
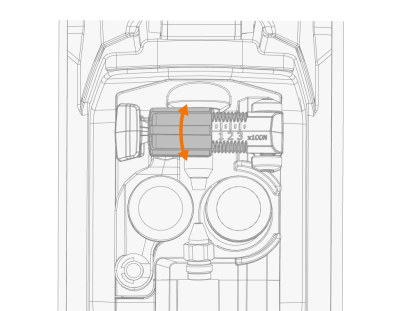
| 3. | Turn the roller adjuster on the pressure arm to adjust the feed roll pressure. |
>> A graduated scale next to the adjustment roller indicates the pressure load in newtons (N).
>> For the correct pressure, refer to the table in the end of this section.
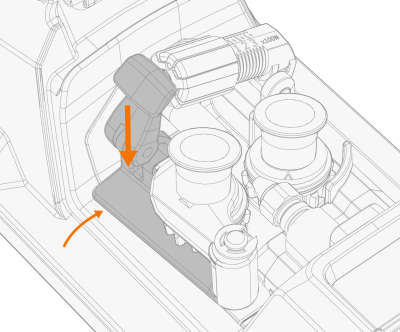
| 4. | Lock the adjustment by closing the pressure arm. |

|
Excessive pressure flattens the filler wire and may damage coated or cored filler wires. Excessive pressure also unnecessarily wears the feed rolls and increases gearbox load. |
|
|
The use of knurled feed rolls in the main wire feeder unit when the SuperSnake GTX subfeeder is in use is not recommended. |
|
|
When the SuperSnake GTX subfeeder is selected in the X5 FastMig welding equipment settings, the wire inch feature will feed the wire automatically to the system when the Wire inch button on the wire feeder is pressed. |
| Filler wire types | Feed roll profile | Filler wire diameter, ø mm | Interconnection cable*, length m | Adjustment (x100N) | |
|---|---|---|---|---|---|
| Fe, Ss | V-groove |

|
1.0...1.4 | 10...20 | 2.0 |
| 1.0...1.4 | 25 | 2.5 | |||
| Fe | V-groove, knurled |

|
1.6 | 10...25 | 1.5 |
| Fc, Mc | V-groove, knurled |
|
1.2...1.6 | 10...25 | 1.5 |
| Al | U-groove |

|
1.2...1.6 | 10...20 | 2.0 |
| 1.2...1.6 | 25 | 2.5 | |||
* SuperSnake GTX interconnection cable.